
En este artículo no se intenta abordar ni reincidir en las ya conocidas particularidades y ventajas que posee este material con respecto a otros empleados en odontología técnica, únicamente se va a tratar la experiencia en prótesis removibles en Titanio con vivencias a lo largo de estos años en torno a este metal, consiguiendo prótesis dentales que proporcionan al paciente una mejoría en su calidad de vida meta de la colaboración entre odontólogo y técnico.
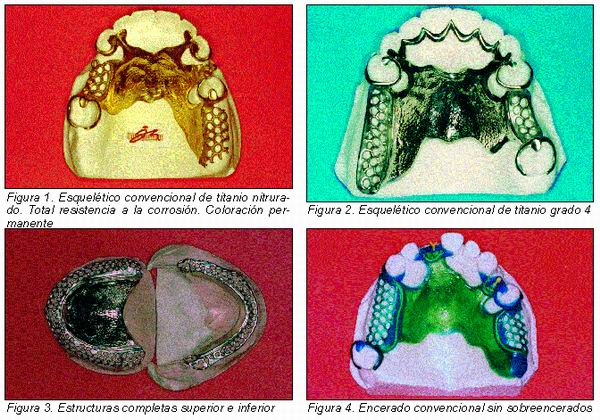
Las mejoras en los materiales y la tecnología de fundición de titanio, conjugados con los avances en los conocimientos técnicos, influyen decisivamente para la obtención de unos resultados exitosos que satisfagan las más altas exigencias clínicas. La necesidad de resultados fiables y reproducibles encuentra en este metal puro buenas soluciones para la moderna obtención de prótesis removibles metálicas, sin problemas hoy y sin problemas mañana (Figuras 1, 2 y 3).
 |
Planificación y construcción de una prótesis removible en titanio
Procedimientos de medición
Se procede al ajuste de posición cero, con el fin de tener una vía de inserción provisional, insertando posteriormente la varilla de búsqueda para determinar la zona de retención. A continuación se determina el tipo de gancho, según el diseño planificado, y se procede a la búsqueda de un nuevo eje de inserción más favorable si fuera necesario. Posteriormente se marcan las líneas de socavados, el ecuador dentario y se traza el recorrido del gancho.
El proceso de diseño no varía de forma sustancial respecto al de prótesis de otros metales, siendo similares el diseño de conectores y retenedores, así como el posterior preparado del modelo maestro.
Duplicado y revestido
Para obtener modelos de trabajo exactos utilizamos silicona de adicción, ya que reproduce los modelos maestros con extrema precisión dada su alta estabilidad dimensional.
Revestido
Para la obtención del modelo de trabajo es preciso el empleo de un revestimiento fosfático de última generación (TITEC MG para esqueléticos de OROTIG). Una vez rellena la mufla de silicona, y con el revestimiento aún líquido, se le somete a una presión de 7 bares y a una temperatura de 37.ºC durante 5 minutos. Transcurrido este tiempo se somete a una temperatura de 180.ºC durante 20 minutos en el horno de deshidratación.
Modelado
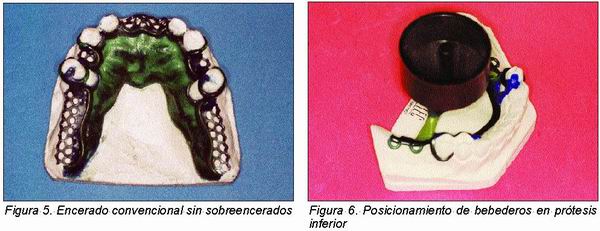
Para el modelado de una prótesis parcial removible metálica no se varía el método de trabajo con respecto al habitual. Se utiliza un espesor de trabajo de 0,9 mm en los conectores mayores, sin necesidad de tener que sobreencerar como se hacía anteriormente. Las preformas utilizadas para el modelado no varían con respecto a las utilizadas en cromo. El modelado de todas las uniones debe ser liso y uniforme para así facilitar el colado y el posterior repasado.
Para unir las preformas se utiliza un pegamento con base de acetona y plástico, ya que no es aconsejable utilizar los ya comercializados por la posible aparición de rebabas en los colados (Figuras 4 y 5).
 |
Canales de alimentación
La mayor parte del éxito en el colado lo dará la correcta planificación y estudio de la colocación de los bebederos sobre el encerado. Aunque cada encerado es estudiado y diseñado individualmente, como norma general en esqueléticos superiores se utilizan bebederos de 4 mm de diámetro en los dos tercios posteriores y de 3 mm en el tercio anterior. En los esqueléticos inferiores se emplean bebederos de 4 mm en la unión de la silla con la barra estando distribuidos en un único plano de entrada. El extremo debe ser aplanado, con una angulación de 45º y un aporte mínimo de cera en la unión con el patrón. Así se consigue reducir la aparición de poros y rechupados, que llevan a futuros fracasos clínicos que se deben evitar (Figura 6).
En resumen, las pautas generales de colocación de los canales de alimentación son:
• Diámetro aconsejable de los bebederos: 3-4 mm.
• Colocar 4 bebederos en los esqueléticos superiores y 2 en inferiores.
• Las entradas del metal deben de estar todas en el mismo plano, con las puntas aplanadas y con el mínimo aporte de cera posible.
• Longitud aproximada de los bebederos: 1-2 cm.
• Angulación aproximada de los bebederos: 45º.
Ciclo de precalentamiento
Se debe realizar el precalentamiento según el siguiente protocolo de fases y a una velocidad de calentamiento de 5.ºC por minuto.
1.ª fase: hasta 150.ºC mantenimiento 50 minutos.
2.ª fase: subir hasta 300.ºC mantenimiento 60 minutos.
3.ª fase: subir hasta 900ºC mantenimiento 60 minutos.
4.ª fase: bajar hasta 450.ºC mantenimiento 30 minutos.
5.ª fase: colado a 450.ºC
Proceso de fundición
Los avances en las tecnologías de fundición y colado facilitan la consecución de resultados óptimos. El procedimiento de colado se realiza en una máquina de fundición y colado de titanio (TITEC 205M de OROTIG) de una forma totalmente automática y reglada. Todos los pasos del procedimiento son controlados por un microprocesador, siendo todos los parámetros de trabajo programados y gestionados para evitar posibles errores o defectos de colado.
El proceso de fundición se realiza en una atmósfera inerte de gas argón de alta pureza, que garantiza la ausencia de agentes oxidantes y contaminantes. La fundición y colado se realizan mediante la técnica de arco voltaico en un sistema de cámara única, y un crisol de cobre de vida ilimitada (Figura 7).
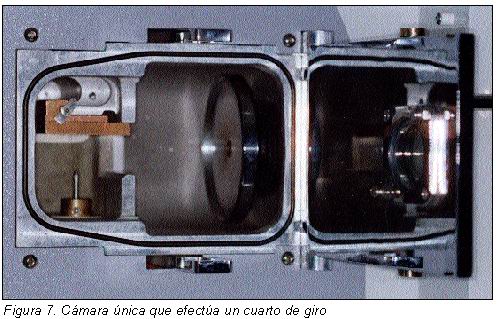 |
El proceso de fundición se lleva a cabo volcando la cámara entera desde posición horizontal a vertical, por medio de un pistón neumático. Todas las partes móviles se encuentran fuera de la zona de máximas temperaturas, lo que reduce el desgaste y garantiza la longevidad de la máquina de fundición. Así se evitan complejos sistemas de mantenimiento y únicamente se debe realizar un sutil aspirado en el interior de la cámara de fundición entre colados.
Para la fundición y confección de prótesis removibles en titanio, la evidencia y la experiencia hace aconsejable la utilización de titanio grado 4, que posee una rigidez similar a la de otros metales (cromo-cobalto), además de un óptimo brillo y pulido. El titanio grado 1 presenta una elevada elasticidad, lo que no lo hace aconsejable en la confección de prótesis parciales removibles metálicas. Mediante el empleo de titanio grado 4 se minimiza la aparición de las habituales fracturas de retenedores y conectores menores que se producen con el titanio grado 1.
Arenado
El arenado se realiza mediante partículas de óxido de aluminio de 250 mm, con una presión de 5-6 bares, de forma oblicua y sin excesiva presión para evitar tensiones indeseadas.
Control radiológico
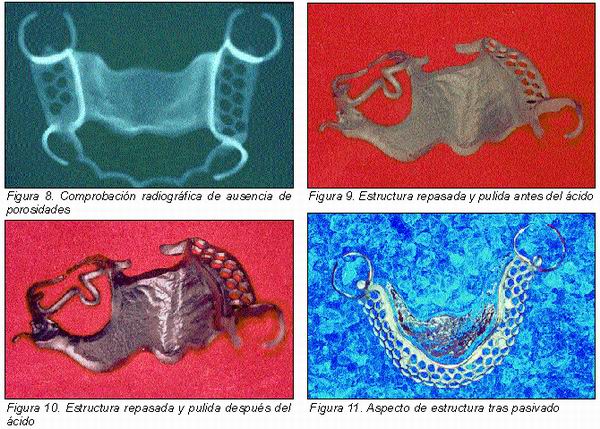
El titanio es permeable a los rayos X, permitiendo el control radiográfico del colado para comprobar la uniformidad del mismo y la ausencia de porosidades en el interior de la estructura que constituirían puntos de debilidad en la misma. Este control radiográfico permite verificar la calidad de los colados y previene la aparición de futuros problemas y complicaciones (Figura 8).
Repasado y pulido
El repasado de las prótesis parciales removibles metálicas se realiza en su mayor parte con discos de repasado y corte. También se emplean fresas de carburo de tungsteno de doble corte transversal y nitruradas en su punta para no contaminar. Todo el proceso de repasado y pulido se realiza a una velocidad de 15.000 r.p.m. y sin presionar, para no sobrecalentar la estructura y otorgarle un brillo duradero (Figura 9).
Debido a que este material es bajo conductor de la electricidad, es inalterable a la acción de las corrientes alterna y continua de las cubas electrolíticas, por lo que éstas se sustituyen por una inmersión de 30 segundos en un recipiente con una mezcla de diversos ácidos (Figura10).
Pasivizado
Este último paso es menos conocido, pero no por ello menos importante ya que es el que va a conferir durabilidad en el brillo de la estructura a largo plazo. Se realiza introduciendo la estructura con material pasivizante en una atmósfera estanca en la que se dan las condiciones óptimas para perpetuar el brillo en la estructura (Figura 11).
 |
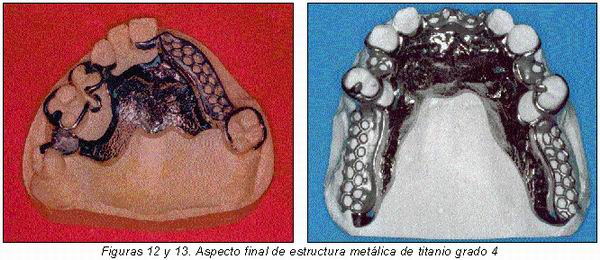
Este es el procedimiento técnico para obtener estructuras de titanio coladas para prótesis parciales removibles metálicas, mediante una técnica protocolizada y reproducible que controla los factores de manipulación del titanio. Desde un punto de vista clínico las prótesis parciales removibles metálicas de titanio son cómodas para el paciente al ser ligeras, algo flexibles, biocompatibles e insípidas (Figuras 12 y 13). Al ser las prótesis ligeras, los pacientes se adaptan más fácilmente a llevarlas. Asimismo el hecho de ser insípidas hace que sean prótesis de elección en pacientes con alteraciones del gusto. Otra ventaja añadida es que los delgados espesores del titanio favorecen la fácil superación de estos problemas. Su biocompatibilidad hace que se puedan utilizar en pacientes alérgicos a otros metales o resinas sin que haya problemas de alergias.
 |
En este artículo de revisión se ha plasmado la experiencia técnica y clínica para la obtención de prótesis removibles metálicas de titanio de alta calidad, reproducibles y con buenas propiedades. Hemos recogido nuestras vivencias diarias en torno al titanio y las pautas sencillas y adecuadas para el empleo y trabajo de este metal de presente y futuro, sin necesidad de acudir a una serie de complejas tablas y valores empíricos.
Correspondencia:
Jesús Moreno
JN Laboratorio de Prótesis Dental
P.º Rosales,26, local 9
50008 ZARAGOZA
E-mail: jn@ibercom.com
Bibliografía
1. Bessing C, Bergman M. The castability of unalloyed titanium in three different casting machines. Swed Dent J 1992; 16: 109-13.
2. Braumer H. Titanium as a dental material. A summary of the current position. Quintessenz Zahntech 1992; 18: 221-38.
3. Hruska AR, Borelli P. Quality criteria for pure titanium casting, laboratory soldering, intraoral welding, and a device to aid in making uncontaminated castings. J Prosthet Dent 1993; 70: 275-6.
4. Moreno J, Iglesia MA. Titanio: una realidad. Soproden 2000; 16: 69-75.
5. Parr RG, Gardner LK, Toth RW. Titanium: the mistery metal of implant dentistry. Dental material aspects. J Prosthet Dent 1985; 54: 410-4.
6. Wang RR, Boyle AM. A simple method for inspection of porosity in titanium castings. J Prosthet Dent 1993; 70: 275-6.


