

Dra. Sandra Fernández Villar / Dra. Susana Barrocal Rodríguez / Dr. Óscar Figueras Álvarez / Dr. Miquel Cortada. Colomer. Área de Biomateriales y Prótesis. Departamento de Odontología. Universitat Internacional de Catalunya. Barcelona
En nuestra práctica diaria cada vez somos más exigentes con nuestros trabajos para conseguir unos resultados funcionales y estéticos adecuados. Además, en general, son dos personas diferentes las implicadas en el éxito profesional, el clínico y el técnico, con quien se debe intercambiar información.
Uno de los pasos más importantes a la hora de realizar un trabajo de prótesis es la toma de impresiones. Este paso será determinante para que las siguientes pruebas sean correctas y para conseguir unos resultados óptimos.
Como todos conocemos, los materiales de impresión son los materiales destinados a obtener un registro de los diferentes tejidos y estructuras bucales.
Se introducen en la boca del paciente en estado plástico (deformables) mediante un soporte (cubeta) y se retiran una vez han endurecido.
La impresión proporciona una reproducción negativa de los tejidos, que se pueden vaciar con yeso piedra u otro material para modelos y obtener un modelo positivo retirando el material una vez que haya endurecido.
La precisión del modelo de trabajo depende del tipo de material de impresión, de la técnica de impresión, del material de vaciado y de la técnica de realización del modelo maestro (modelo de trabajo)1. La precisión del modelo de trabajo es esencial para los procedimientos prostodónticos1-5.
Una impresión exacta dará como resultado un modelo de trabajo óptimo sobre el que se puede construir una reconstrucción protésica precisa, siendo éste uno de los factores que determinan la longevidad de una restauración.
En la actualidad contamos con una amplia gama de materiales de impresión, por lo que se nos puede hacer difícil la elección del material ideal. En este artículo revisaremos las cualidades de estos materiales para acabar centrándonos en las siliconas de adición y sus últimas mejoras, que consideramos que ocupan un lugar importante como material de impresión de elección en la prótesis fija.
Cualidades deseables de los materiales de impresión
Debido al contacto con los tejidos vivos de la cavidad oral y a las necesidades que conllevan los procedimientos clínicos, los materiales para impresión deben poseer unas propiedades biológicas y físicas fundamentales6..
Ningún material de impresión cumple plenamente estos requisitos, y la elección del material más adecuado para cada caso en particular es responsabilidad del odontólogo. No existe ningún material ideal para todas las aplicaciones.
Un material de impresión debe reunir las siguientes propiedades deseables 1-8:
1 Ausencia de componentes irritantes o tóxicos.
2 Fácil de manipular.
3 Consistencia y textura satisfactorias.
4 Humectación adecuada de los tejidos orales.
5 Propiedades elásticas que impidan la deformación permanente tras su distorsión plástica.
6 Resistencia adecuada para no romperse o desgarrarse al retirarlos de la boca.
7. Estabilidad dimensional dentro de los márgenes de temperatura y humedad normales en los procedimientos clínicos o de laboratorio durante un periodo suficiente prolongado para poder obtener un modelo o troquel.
8. Compatibilidad con los materiales de modelaje y troqueles.
9 Exactitud en su uso clínico, para registrar los detalles finos de los tejidos orales duros o blandos.
10 Características de fraguado que satisfagan los requisitos clínicos: tiempo de trabajo y tiempo de fraguado adecuados.
11 Fácilmente desinfectable sin pérdida de exactitud.
12 Ausencia de liberación de gases durante el fraguado de los materiales para impresión o modelaje de troqueles.
13 Olor y sabor agradables.
14 Color estético.
15. Económicamente aconsejable en función de los resultados a obtener.
16 Vida útil adecuada para el almacenamiento y la distribución.
Clasificación de los materiales de impresión
Tradicionalmente, los materiales de impresión se clasifican en rígidos y elásticos, dependiendo de si tras el fraguado conservan propiedades elásticas o permanecen completamente rígidos
1 MATERIALES ELÁSTICOS:
1.1 HIDROCOLOIDES:
1.1.1 HIDROCOLOIDES IRREVERSIBLES: ALGINATO
1.1.2 HIDROCOLOIDES REVERSIBLES: AGAR
1.2 ELASTÓMEROS:
1.2.1 POLISULFUROS O MERCAPTANOS
1.2.2 SILICONAS (polisiloxanos):
1.2.2.1 DE CONDENSACIÓN
1.2.2.2 DE ADICIÓN (polisiloxano de vinilo)
1.2.3 POLIÉTERES
2. MATERIALES NO ELÁSTICOS PARA IMPRESIONES:
2.1 PASTAS DE IMPRESIÓN DE ÓXIDO DE ZINC-EUGENOL O PASTA CINQUENÓLICA
2.2 ESCAYOLA PARA IMPRESIONES DENTALES
2.3 COMPUESTO PARA MODELAR (IMPRESIÓNES)
Silicona (polisiloxanos)
Es un material elástico que una vez la masa plástica inicial se ha transformado en una masa suficientemente sólida como para poder ser retirada de la cavidad bucal del paciente, puede ser deformada con relativa facilidad sin producir deformaciones permanentes.
Las siliconas se introdujeron en la odontología en el año 1955, y desde entonces no han dejado de experimentar cambios y mejoras en cuanto a sus propiedades de precisión y fiabilidad1.
Se usan dos tipos de siliconas como materiales de impresión elásticos, clasificados, según sus reacciones químicas, en siliconas de condensación y de adición2. Nos centraremos en las siliconas de adición que por su mayor precisión se pueden considerar como uno de los materiales de impresión de elección en prótesis fija.
Silicona de adición (polivinil siloxanos o polisiloxanos de vinilo)
Las siliconas de adición se fabrican en las siguientes consistencias:
— Baja.
— Media.
— Alta.
— Masilla (consistencia muy elevada).
 Manipulación
Manipulación
Las siliconas se presentan según su viscosidad en botes, tubos o cartuchos. Las siliconas de adición fluidas se suministran preferentemente en sistemas de cartucho, que se mezclan mediante un dispensador de tipo pistola (mezclador estático). Las de consistencia masilla se suele presentar en forma de pasta en dos botes con dos dosificadores especiales (cucharillas). Las dos pastas se mezclan a partes iguales de forma manual durante 30 segundos. Se recomienda la introducción del material en la boca antes de que haya transcurrido 1 minuto a partir de haber empezado la mezcla. Actualmente también se dispone mezcladores estáticos para siliconas de consistencia masilla más blandas. La silicona viene presentada embolsada para las máquinas de mezclado automático (Pentamix, Mixstar). La utilización de estos sistemas de mezclado garantiza una mezcla homogénea de las masas y se opone a la formación de tensiones endógenas debidas a la presencia de un proceso de fraguado ya avanzado al colocar la impresión en la cavidad oral del paciente durante el procedimiento de la toma de la impresión (Figura 1).
Tras el uso de este tipo de sistema, la cánula de mezclado puede dejarse colocada en el apararto mezclador y sirve de cierre de los cartuchos de silicona que hay en el interior de la máquina. Al colocar una nueva cánula de mezclado es importante asegurarse que los orificios de salida de los cartuchos, tanto el de la base como el del catalizador, no se encuentren taponados por material fraguado. En los sistemas de mezclado de segunda generación que se van imponiendo en el mercado parece que se ha solucionado este problema pues las salidas de los dos cartuchos se encuentran suficientemente alejadas entre sí, para que no se mezcle el material y tapone la salida.
Es importante conocer que el sulfuro inhibe la reacción de fraguado de estas siliconas. Este compuesto está presente en el látex que se utiliza para la fabricación de guantes y también el polvo que se incorpora en el interior de los guantes9. Para evitar este efecto negativo se recomienda el uso de guantes de vinilo o colocarse un sobreguante de vinilo en el momento de la mezcla. Debe puntualizarse que en caso de realizar la mezcla sin guantes, primero deben lavarse las manos a fin de eliminar el polvo de dentro de los guantes. El sulfato férrico o el sulfato de aluminio, que en ocasiones se utilizan como astringentes o hemostáticos en los hilos retractores, también inhiben la reacción de fraguado de las siliconas de adición. Antes de colocar el material de impresión en la cavidad oral hay que tener especial precaución en lavar abundantemente la zona donde se encontraban estas soluciones.
El endurecedor de las siliconas de condensación inhibe el catalizador de las siliconas de adición, por lo que resulta imposible utilizar de forma simultánea siliconas de adición y de condensación o usar una silicona fluida de adición en un procedimiento de impresión de dos fases sobre unas silicona de condensación ya fraguada.
Las pastas de impresión de silicona pueden almacenarse en frío sin una influencia negativa sobre su viscosidad. Las bajas temperaturas retrasan en un primer momento la reacción de fraguado, por lo que se recomienda sacar de la nevera el material de impresión unos 10-15 minutos antes de realizar la impresión.
Respecto a las cubetas a usar se aconseja utilizar cubetas rígidas prefabricadas para los materiales de consistencia masilla para evitar la deformación de la cubeta al aplicar el material de impresión en la cavidad oral del paciente durante el procedimiento de toma de impresión. Si se deformara la cubeta, la recuperación de su forma tras retirarla de la boca podría dar lugar a distorsiones incontroladas de los detalles de la impresión, comprometiendo la exactitud de esta. También se pueden emplear cubetas individuales rígidas pero entonces generalmente es suficiente el uso de solo silicona de consistencia fluida.
Propiedades
Las siliconas de adición se contraen muy poco al fraguar, son poco fluidas y sufren muy poca deformación permanente. Esta marcada precisión las convierte en uno de los materiales de impresión de elección. El inconveniente que presentaban hasta hace poco es que eran muy hidrófobas.
La variación dimensional y la deformación permanente de las siliconas de adición son notablemente mejores que las de las siliconas de condensación. La variación dimensional en 24 horas es muy reducida.
La deformación permanente en el momento de la extracción de la boca es en general inferior al 0,2%, la más baja de todos los materiales de impresión. La contracción debida al almacenamiento y al fraguado de la mayoría de las siliconas de adición se encuentra por debajo del 0,05% lineal. Si se observasen valores superiores debería pensarse en la contracción térmica que puede causar la mayor parte de la modificación del volumen. Para recuperar la alta precisión en el modelo de trabajo se debería calentar de nuevo la impresión a 37ºC antes de su vaciado.
La flexibilidad de las siliconas de adición es la menor de todos los materiales elásticos de impresión, exceptuando los poliéteres. La separación de una impresión de silicona de adición de una zona con entrantes o socavones puede plantear dificultades debido a esta rigidez, aunque también en la actualidad existen cambios en este respecto.
Este material libera hidrógeno tras el fraguado, por una reacción secundaria al fraguado que no afecta a su estabilidad dimensional ni a su polimerización. Sin embargo, puede provocar la aparición de burbujas de aire o poros en el modelo de yeso si se vacía antes del tiempo recomendado por el fabricante. Algunas de las siliconas incorporan inhibidores de esta liberación de gas, y gracias a ello, nos permiten vaciar la impresión a partir de las 2 horas, o incluso en menos tiempo, pero es un aspecto importante a tener en cuenta a fin de obtener un modelo maestro de precisión.
La estabilidad de la impresión obtenida está garantizada dependiendo de las marcas comerciales un mínimo de 7 días.
La silicona de adición se adhiere a los tejidos textiles y cuesta de eliminar incluso con agentes químicos, por lo que cabe tener especial precaución de no tocar la ropa propia o la del paciente durante el procedimiento de toma de impresión.
Las siliconas de adición pueden desinfectarse en soluciones acuosas de glutaraldehído al 2% o de hipoclorito de sodio al 0,5% o en soluciones específicas para este fin, entre 30 minutos y 1 hora, sin riesgo de alteraciones posteriores en el modelo de trabajo3, 7.
La vida media de estas siliconas de adición es corta, especialmente las de consistencia pesada. Actualmente ofrecen una vida media de tres años aproximadamente.
Indicaciones
— Reproducción de dientes tallados por medio de todos los procedimientos de impresión utilizados con los elastómeros: impresión doble o de corrección, técnicas sándwich o de mezclado doble, técnicas de fase única o impresiones con anillos.
— Impresión de tejidos blandos.
— Registros de dimensión vertical8 e impresiones funcionales en prótesis completa.
— Material de registro de relaciones oclusales debido a su precisión y estabilidad dimensional.
Aplicaciones clínicas
Técnicas de impresión
Las siliconas de adición como material de impresión se han descrito como los más precisos y dimensionalmente estables.
Hay mucha controversia en la literatura dental en cuanto a la influencia que tiene la técnica de impresión en la precisión de una restauración protésica. Algunos autores exponen que los materiales de impresión han mejorado de tal modo, que la precisión en la impresión se puede controlar mejor con la técnica que con el material, mientras que otros opinan que la técnica de impresión no influye en la exactitud de la misma10-13.
La inestabilidad de las siliconas de condensación se atribuye sobre todo a la producción de subproductos durante la polimerización. Con el fin de disminuir este efecto, se desarrolló una técnica de impresión en la que una fina capa de material fluido combinado con el material denso minimizaban la formación de subproducto, manteniéndose así la estabilidad dimensional del material dentro de unos límites aceptables. Además, para evitar esta producción de subproductos, también se desarrolló uno nuevo a base de siliconas que polimerizaba gracias a una reacción de adición, por lo que no se producía subproducto alguno. En lugar de grupos hidroxilos terminales, las siliconas de adición llevan grupos vinilo que se combinarán con los grupos hidrógeno, dando lugar a grupos terminales sin subproductos alcohólicos, que son los que alteran la polimerización del material.
A pesar de que la técnica de impresión denso-fluido fue originalmente ideada para compensar los problemas de polimerización de las siliconas de condensación, esta técnica también se sugirió para las siliconas de adición.
Como comentábamos anteriormente existen varios tipos de técnicas de impresión, pero son dos las variaciones de esta técnica que se usan más frecuentemente:
— TÉCNICA DE IMPRESIÓN EN UN PASO: el material fluido y el denso se aplican al mismo tiempo y tienen un fraguado simultáneo.
— TÉCNICA DE IMPRESIÓN EN DOS PASOS: primero se toma la impresión con la silicona densa y después se toma la impresión definitiva añadiendo en la silicona densa ya fraguada un material fluido para la reproducción de detalles finos.
Diferentes autores se postulan a favor de una o otra técnica de impresión. Nissan y cols.10, de la Universidad de Tel Aviv, en mayo de 2000, en un estudio en el que comparan las dos técnicas de impresión anteriormente comentadas llegan a la conclusión que las discrepancias de la técnica en dos pasos dejando un espacio de 2 mm para el material fluido (usando un espaciador confeccionado en polietileno), son significativamente más pequeñas que las discrepancias observadas en la técnica de un paso y en la técnica de dos pasos sin control del espacio para el material fluido. Además, Chee y cols.11 manifiestan que en la impresión con la técnica simultánea putty-fluida, la zona marginal del muñón es en muchas ocasiones impresionada por la silicona de consistencia putty a causa de la gran diferencia de densidades de las siliconas de consistencia putty y fluido, que desplaza a la de menor consistencia. Ponen en entredicho la capacidad de esta silicona densa de reproducir detalles finos, por lo que se disminuye la exactitud de la impresión. Actualmente, la aparición de siliconas de consistencia masilla menos densas evita el problema de desplazamiento de la silicona fluida. En la literatura también se encuentran autores12-13 que manifiestan no encontrar diferencias significativas entre usar las técnicas de un paso y dos pasos, sin embargo ninguno de ellos usa un control del espacio del material fluido.
Pensamos que es importante el control del espacio para el material fluido, por que en los programas de prótesis de tercer ciclo Universidad Internacional de Cataluña, hemos protocolizado la técnica en dos pasos que proporciona un espacio uniforme de 2 mm para el material fluido. A continuación presentamos este protocolo mediante un caso clínico.
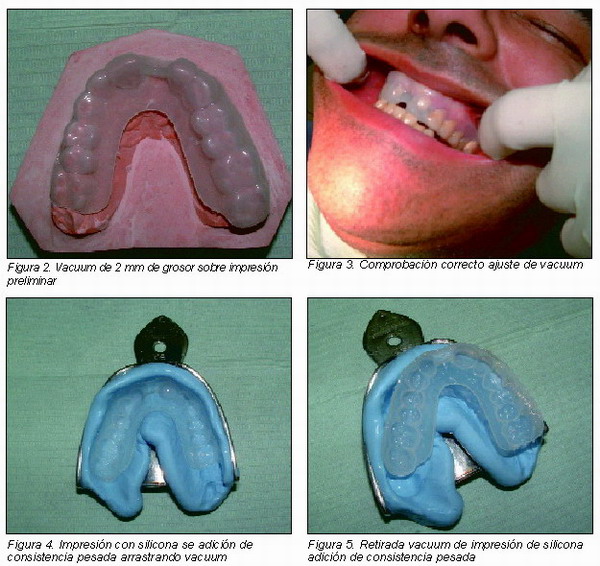
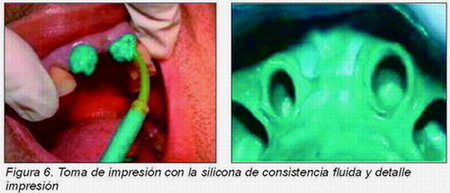
Caso clínico técnica impresión dos fases
Se toma una primera impresión con alginato antes de iniciar el tratamiento prostodóncico. Sobre este primer modelo se confecciona una férula de 2 mm de grosor mediante un procedimiento de vacío (“vacumm”) (Figura 2). Se prueba el correcto ajuste de esta férula de vacío en la paciente (Figura 3) y se arrastra con una impresión de silicona de consistencia pesada (Figura 4). Posteriormente, se retira el vacuum de la la impresión, consiguiendo de este modo un espacio uniforme de 2 mm de grosor (Figura 5). A continuación, después del tallado de los dientes pilares de la prótesis fija planificada, se procede a la aplicación de silicona de consistencia fluida en toda la arcada dentaria del paciente y a la reposición de la impresión previa en silicona de consistencia pesada en boca para realizar la impresión definitiva (Figura 6).
Hidrofilia de las nuevas siliconas
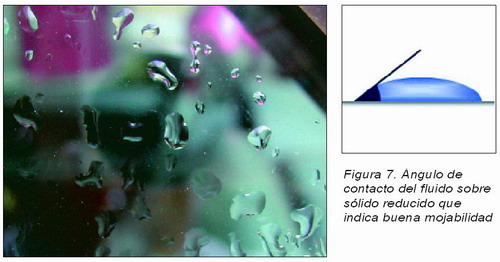
Quizás el inconveniente más importante y el reto que tenían que superar las siliconas de adición era la elevada hidrofobia, debida al propio material. Para conseguir una mejor mojabilidad (hidrofilia) es necesario la incorporación de surfactantes en la composición del material.
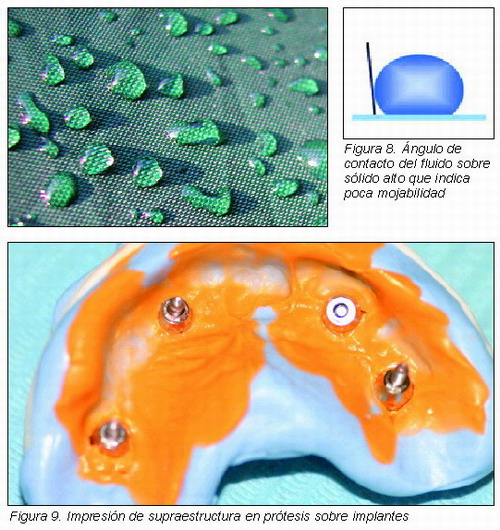
Actualmente se ha incluido una molécula surfactante al material, la cual en un extremo es hidrofóbica (para unir el material de impresión) y en el otro es hidrofílico (para estar en contacto con los fluidos biológicos). Mediante el uso de esta molécula surfactante se consigue disminuir la tensión superficial, disminuir el ángulo de contacto con los fluidos y mejorar la mojabilidad (Figuras 7 y 8).
Auroy y cols14 comparan la hidrofilia de las siliconas de adición de nueva generación (Aquasyl ultra) con la de los hidrocoloides reversibles, considerados como los materiales de impresión con mejor hidrofilia. Concluyen que no sólo por la mejora de la hidrofilia del material elastomerico, sino también por su tixotropía, consistencia del material, etc., consiguen mejores resultados y una mayor definición del margen con esta nueva silicona de adición.
En los programas de tercer ciclo de prótesis de la Universidad Internacional de Catalunya hemos tenido oportunidad de utilizar clínicamente estos materiales, tanto en prótesis convencional como en prótesis sobre implantes, pudiendo comprobar la facilidad clínica de manejo, la fiabilidad y la exactitud de esta nueva silicona de adición (Figura 9).
Conclusiones
- Las siliconas de adición se presentan como uno de los materiales más fiables para toma de impresiones en prótesis fija y sobre implantes
- Si bien las técnicas de impresión de un solo paso o de dos pasos son similares en cuanto a la calidad de reproducción de detalles, pensamos que en la docencia de tercer ciclo de prótesis, la técnica de dos pasos con control del grosor homogéneo nos permite alcanzar mejores resultados.
- Las mejoras obtenidas en cuanto a la mayor hidrofilia de estos materiales permite la reproducción más eficaz de los detalles en las zonas siempre húmedas del sulcus gingival.
Correspondencia
Dr. Lluís Giner Tarrida
Área de Biomateriales y Prótesis
Departamento de Odontología
Universitat Internacional de Catalunya
c/Josep Trueta, s/n. Sant Cugat del Valles (Barcelona) 08190.
lginer@sintenet.comv
Bibliografía
1. Vega del Barrio, JM. Materiales en Odontología. Fundamentos biológicos clínicos, biofísicos y físico-químicos. Ediciones Avances, 1996, págs. 235-258 y 421-438.
2. Smith BGN et al. Utilización clínica de los materiales dentales. Ediciones 21 1996, págs. 200-210 y 75-82.
3. Macchi, RL. Materiales dentales. Editorial Médica Panamericana, 2000, 3.ª edición. Págs. 203-256.
4. Craig, RG. et al. Materiales de odontología restauradora. Ediciones Harcourt Brace 1998, 10.ª edición, Págs. 281-332.
5. Rosentiel, S. Land, M, Fujimoto, J. Contemporary fixed Prosthodontics. Mosby. Inc., 1995, pags. 354-380.
6. Robert T, Federido M, Federica, B, Antonietta CM, Sergio B, Ugo C. Study of the potential cytotoxicity of dental impression material, Toxicol in vitro. 2003 oct-dec;17 (5-6): 657-62.
7. Hall BD, Muñoz-Viveros CA, Naylor WP. Sy J. Effects of chemical didinfectant on the physical properties of dental stones. Int j. prosthodont. 2004, jan-feb; 17 (1): 65-71.
8. Brufau M, Cortada M, Giner L, Espias A, Sabria J. Estudio del espacio neutro protésico como parámetro de la prótesis completa. Odontología, 1994; 2: 26-32.
9. Peregrina A., Land M.A., Fiel P., Price C. Effect of two tipes of latex gloves and surfactants on polimerization inhibition of three polyvinylsiloxane impressions materials. J Prosthet Dent 2003; 90: 289-92.
10. Nissan J., Laufer B., Brosh T., Assif D. Accuracy of three polyvinyl siloxane putyy-wash impression techniques. J Prosthet Dent 2000; 83: 161-5.
11. Chee W., Donovan T. Fine detail reproduction of very high viscosity poly(vinyl siloxane) impression materials. Int J Prosthodont 1989; 2: 368-370.
12. Hung S., Purk J., Tira D., Eick D. Accuracy of one-step versus two-step putty wash addition silicone impression technique. J Prosthet Dent 1992; 62: 583-9.
13. Idris B., Houston F., Claffey N. Comparison of dimensional accuracy of one- and two-step techniques with the use of putty/wash addition silicone impression materials. J Prosthet Dent 1995; 74: 535-41.
14. Auroy P, Thepin JC, Martin E, Duhamel T, Ravalec X. Double mélange simultané : intérêt d´un nouvel élastomère de silicone, comparaison avec les hydrocolloïdes, Pratique quotidienne Prothèse fixée, Clinic 2003; (24) 10: 636-6.


